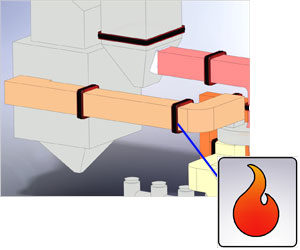
Fabric pipe expansion joints are often used in ducts which carry hot gases at low pressures. The major design parameters are the temperatures and flow rates of the gases and the amount and abrasiveness of solids suspended in the gases. Layers of different fabrics insulation can be combined to accommodate the temperatures and pressure in the system. The fabric belt may need to be replaced periodically.
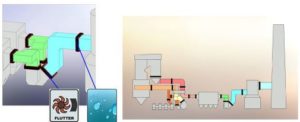
Fabric expansion joints perform a function of compensating for duct misalignment and duct thermal growth typically in power plants and other ducting systems. Fabric expansion joints are found wherever there is a need to convey hot media in low pressure applications such as “in flowing air” and “out flowing gas” in large combustion processes.
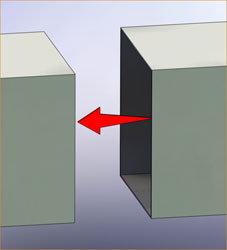
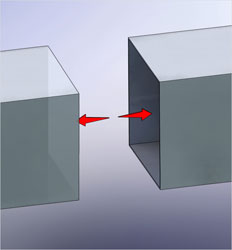
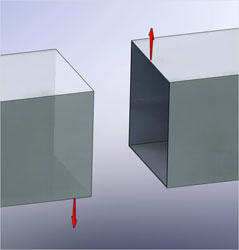
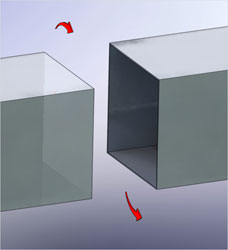
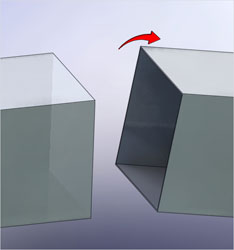
Fabric expansion joints can absorb larger movements than metal expansion joints and do so without spring loads. This is critical to limiting thermally induced stresses in ducting, ducting supports, and related equipment.
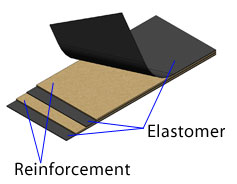
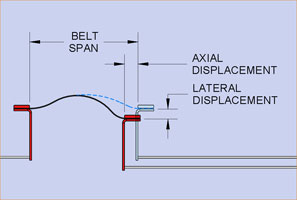
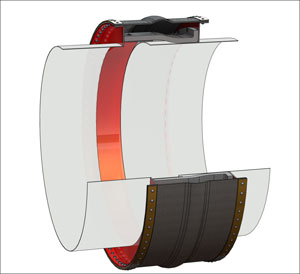
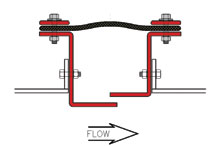
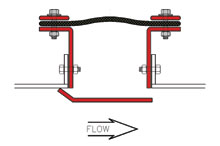
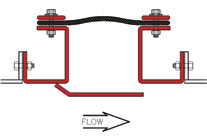
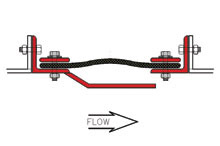
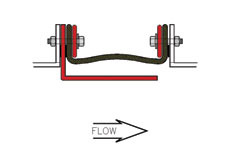
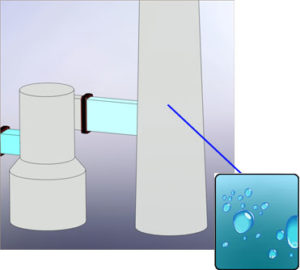
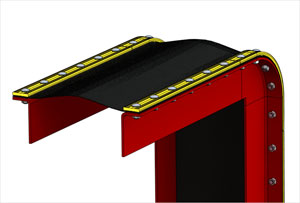
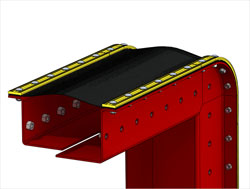
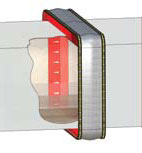
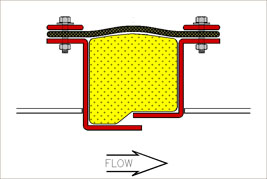
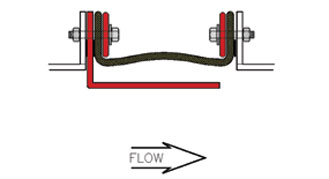
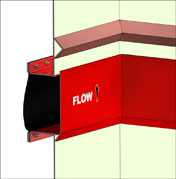
A fabric expansion joint is inserted into a gap in the duct work where movement will occur. A fabric expansion joint has two main components — the fabric gas seal and the metal frames. The fabric gas seal is a closed loop, like a belt, with its two edges clamped all around to the metal frames that are in turn connected to the end of ducting. As the ducting moves, the fabric belt deforms. The fabric material must do this without tearing or leaking while sometimes being exposed to high temperatures and/or corrosive media.
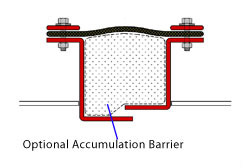
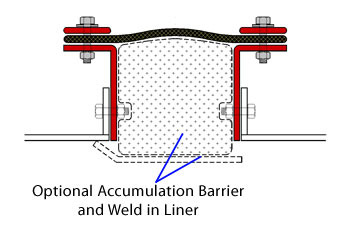
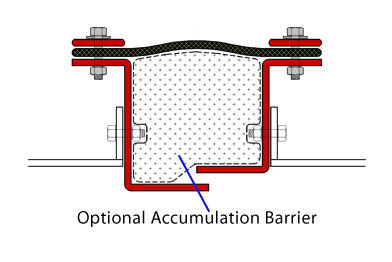
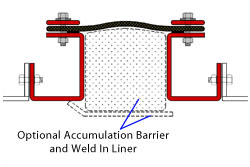
In some instances, additional components such as insulation pillows, accumulation barriers or flow liners are utilized to help protect the fabric material. The following section describes the basics of fabric expansion joint components and how they are designed.
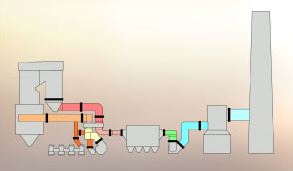
In addition to fabric expansion joints, U.S. Bellows is a major designer and fabricator of ducting. Design Integration is the design, manufacture and shipping of expansion joints integrated into the ducting as a complete unit directly from U.S. Bellows. This enables U.S. Bellows to offer optimum system design and the lowest installed cost.
Design Integration Advantages:

U.S Bellows has considerable experience in design and fabrication of integrated ducting with metal and fabric expansion joints. U.S. Bellows is also very knowledgeable with transportation capabilities for wide and heavy loads and can make firm commitments “up-front” for the largest shippable size and heaviest weight.
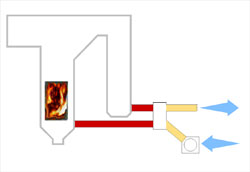
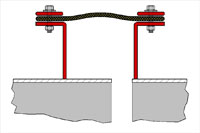
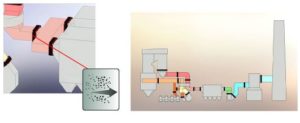
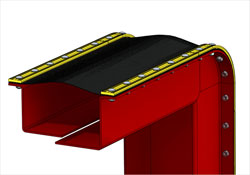
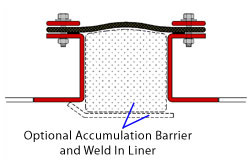
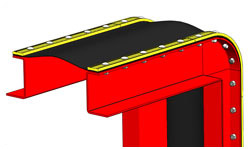
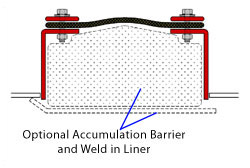
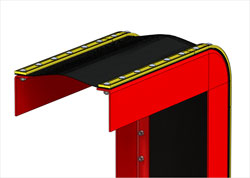
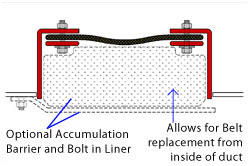
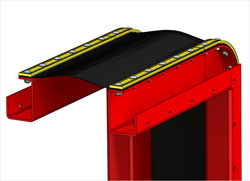
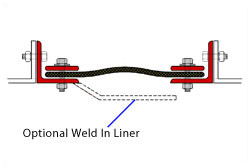
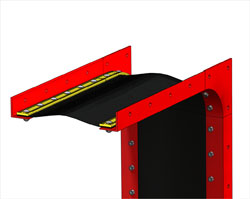
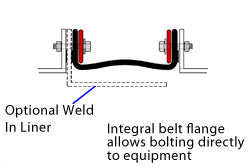
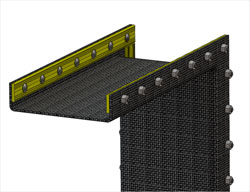
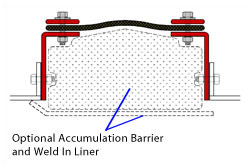
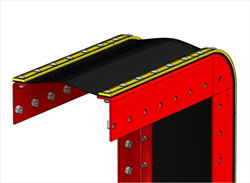
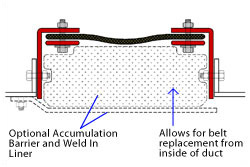
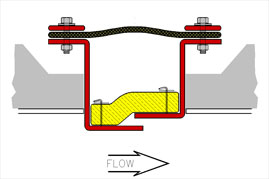
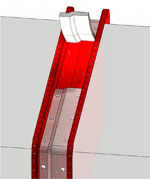
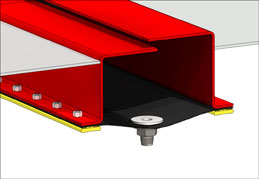
The drawing below shows a cross section of an expansion joint designed to allow the ducting to serve as a flow liner. The joint frame takes the place of a stiffener flange. The complete duct/expansion joint ships as one factory assembled component.
"Work is always completed when they say that it will be completed."
Expansion Joints Metal Bellows - November 2022

"Thank you very much for the excellent work you and your associates at PTP/USB provided on my order..."
Read More
High Temperature Insulated Supports - December 2021

"My impression of your technical and production engagement is very positive."
Expansion Joints Metal Bellows - January 2021
"US Bellows engineer has been really helpful in ensuring that we get this order expedited and that we make sure to iron out all the details to ensure we get the best product."
Expansion Joints Metal Bellows - March 2023

"We are pleased with the Customer Service and care we have received from our project."
Fabric Expansion Joint - November 2021
"The US Bellows team was very professional and help guide me through the process."
Expansion Joints Metal Bellows - April 2024

"I cannot be happier to deal with the engineers at PTP. The quote process has been extremely easy...
Read More
Expansion Joints - April 2023
"Your engineers were a tremendous help in getting this order pushed thru for a quick turnaround to support our field needs."
Fabricated pipe shoes, guides, anchors - November 2021

"Thank you for getting the Spring Cans to us quickly. They were actually made a couple of days ahead of projection..."
Read More
Variable Assemblies - August 2022

"PT&P continues to provide excellent products and a world-class customer service experience..."
Read More
Misc. Steel fabrication - February 2022
"PT&P provides excellent sales and product support. The company clearly makes an effort to be clear about design selection, order support and product delivery. Keep up the good work."
Pipe Hanger Hardware - December 2021

"Good experiences with you all on Expansion Joints in the past."
Expansion Joints Metal Bellows - October 2021
"As always, I appreciate the prompt support provided by PT&P team and I know, I can count on it every time."
Expansion Joints Metal Bellows - December 2022

"As a Mechanical Engineer, I like the products & complimentary webinars Piping Technology & Products offers."
Expansion Joints Metal Bellows - September 2022
"I sincerely thank all of you for your efforts to date and encourage all of you to continue the excellent performance and commitment to the projects."
Single Expansion Joint - 2020

"Responsive team!"
Expansion Joints Metal Bellows - March 2023
"Work is always completed when they say that it will be completed."
Expansion Joints Metal Bellows - November 2022
"Thank you very much for the excellent work you and your associates at PTP/USB provided on my order..."
Read More
High Temperature Insulated Supports - December 2021
"My impression of your technical and production engagement is very positive."
Expansion Joints Metal Bellows - January 2021
"US Bellows engineer has been really helpful in ensuring that we get this order expedited and that we make sure to iron out all the details to ensure we get the best product."
Expansion Joints Metal Bellows - March 2023
"We are pleased with the Customer Service and care we have received from our project."
Fabric Expansion Joint - November 2021
"The US Bellows team was very professional and help guide me through the process."
Expansion Joints Metal Bellows - April 2024
"I cannot be happier to deal with the engineers at PTP. The quote process has been extremely easy...
Read More
Expansion Joints - April 2023
"Your engineers were a tremendous help in getting this order pushed thru for a quick turnaround to support our field needs."
Fabricated pipe shoes, guides, anchors - November 2021
"Thank you for getting the Spring Cans to us quickly. They were actually made a couple of days ahead of projection..."
Read More
Variable Assemblies - August 2022
"PT&P continues to provide excellent products and a world-class customer service experience..."
Read More
Misc. Steel fabrication - February 2022
"PT&P provides excellent sales and product support. The company clearly makes an effort to be clear about design selection, order support and product delivery. Keep up the good work."
Pipe Hanger Hardware - December 2021
"Good experiences with you all on Expansion Joints in the past."
Expansion Joints Metal Bellows - October 2021
"As always, I appreciate the prompt support provided by PT&P team and I know, I can count on it every time."
Expansion Joints Metal Bellows - December 2022
"As a Mechanical Engineer, I like the products & complimentary webinars Piping Technology & Products offers."
Expansion Joints Metal Bellows - September 2022
"I sincerely thank all of you for your efforts to date and encourage all of you to continue the excellent performance and commitment to the projects."
Single Expansion Joint - 2020
"Responsive team!"
Expansion Joints Metal Bellows - March 2023
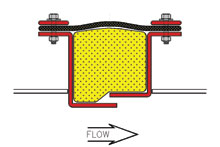
 Style 300W
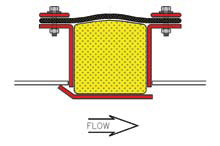
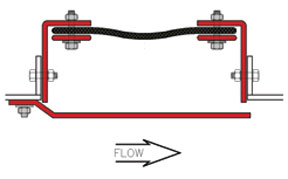
Style 300W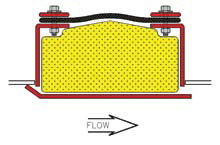 Style 600W
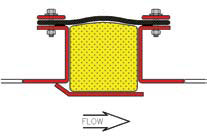
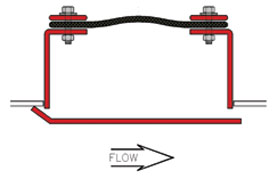
Style 600W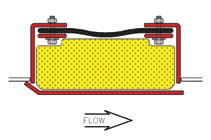 Style 700W
Style 700W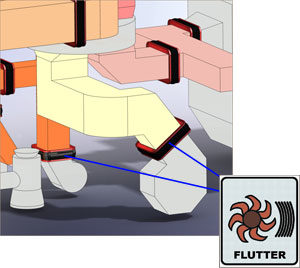
 Similar Applications
Similar Applications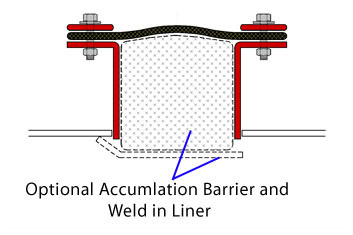








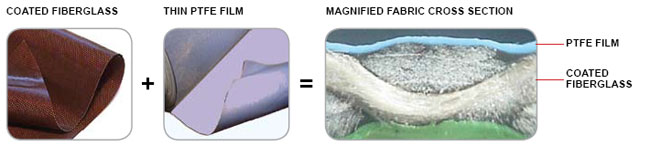
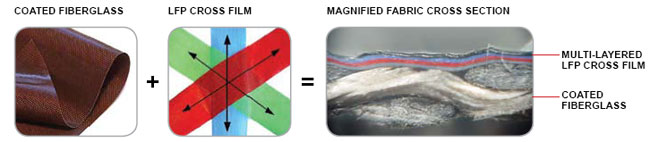




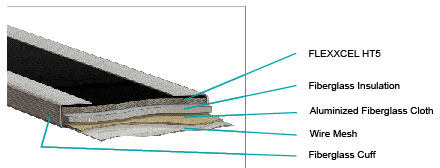
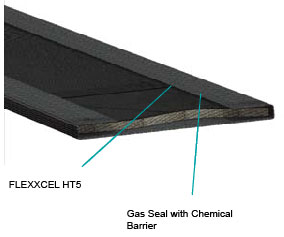
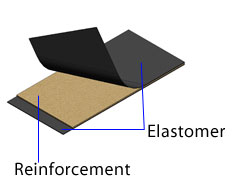
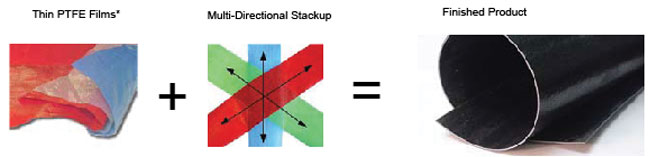 *colors used to differentiate layers
*colors used to differentiate layers