Installation Instructions [PDF]
Splicing of fabric expansion joints is a critical operation which needs to be performed correctly for the expansion joint splice to hold up under system operating conditions. ensureAsplice is the answer to assure that a splice is made correctly.
U.S. Bellows material is a thin, flexible, lightweight, PTFE material that clearly indicates when the proper conditions have been established for achieving a successful test splice on FLEXXCEL Fabric Expansion Joint materials. The U.S. Bellows material accomplishes this in two ways. First, a dramatic color change in the product during the splicing procedure ensures that the critical sealing temperature has been reached in the splice area. In addition, the material bonds to the expansion joint’s PTFE surface, confirming that sufficient pressure was applied during the splicing operation.
The sealing process requires that all splice components be assembled between the heat sealer and the product. As the splice heats up, the U.S. Bellows product changes from a light shade of red to a much darker shade of the red. The easily observed color change can only take place after the splice components have reached the critical sealing temperature required for PTFE products. If sufficient pressure has been applied as the color change occurs, the product will adhere to the expansion joint’s PTFE surface, confirming that the proper splicing conditions were achieved.
A successfully completed test splice utilizing the ensureAsplice material will ensure that the variables that exist during a field splice have been accounted for. The actual splice on the expansion joint can now be completed with confidence.
Variables to consider:
- Ambient conditions
- Length of extension cord
- Acceptable voltage
- Proper “backer board” usage
- Heat Seal Iron in good working condition
- Allow iron time to reach required temperature
- Be sure the green light is illuminated
- Proper amount of time used to splice
- Proper amount of pressure applied during splice
- Follow U.S. Bellows splice procedures
1. Shown are the items required to produce a test splice with the product

- Heat Seal Iron
- Backer Board
- FLEXXCEL belting material
- PFA heat sealing film
- ensureAsplice product
- Stapler
- Scissors
- Blade Knife
- Tape Measurer
- Marking Pen
2. Begin by placing the product on the “Backer Board” surface.

3. Overlap the 2 pieces of FLEXXCEL belt material. The overlap should be the same width as the PFA Film. Make sure the PFA film is residing between the two belt ends in the overlap splice area. Staple the PFA Film in place.

4. Position the ensureAsplice product under the stapled pieces of FLEXXCEL belt material.

5. Set the heat seal iron at 725°F (385°C). Be sure that the green light illuminates—assuring the iron has reached proper temperature prior to beginning the splice. When the iron reaches desired temperature, place the sealer on the overlap splice.

6, While the heat sealer resides on the splice, apply pressure by pushing down on the handle of the iron. The product darkens in color in the area under the sealer. In “normal” conditions, the iron should stay on the splice area for five minutes. It is a good practice to set a timer, as too much splicing time can be detrimental to the material.

7. Remove the iron from the material. Place the iron on the “Backer Board” while it cools.

8. Please note that the color of the ensureAsplice material has changed from the color light to dark. The test splice is a success. Actual expansion joint splice can now take place with confidence in equipment and conditions.
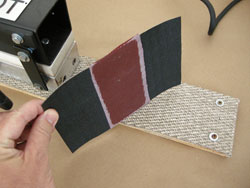
9. An inspection of the delaminated splice reveals that in the area where the product darkened in color, a high quality, overlap, heat-sealed, splice was achieved.
