
Modern power plants frequently use air-cooled condensers to return spent steam back into the cycle after it has been used to spin turbine to generate electricity. This is a critical part of the Rankin cycle, which improves power generation efficiency.
Of greatest concern for the piping designer is the thermal expansion that occurs in the major duct system that feeds the condenser from the turbine.
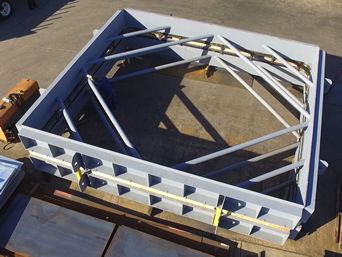
The first expansion joint is required at the turbine case at the exhaust to the condenser duct. This is frequently a rubber dogbone design. It serves to reduce loads transmitted via differential thermal growth from the expanding ducting and turbine casing. Generally, the restrictions on the turbine case which often must comply with NEMA 23A limits preclude the use of metallic bellows expansion joints.
Rubber dogbone expansion joints are quite simple, but can be very large and require some care in design and fabrication.
Special clamps are machined to properly mount the rubber belt. In turn these clamps are welded to the frame and provide the sealing point for the dogbone.
| VIDEO: Fabrication Process Start to Finish
|
 |
| Fig.1: Typical Air-Cooled Condenser | Fig. 2: Aerial View of Dogbone Expansion Joint Frame |

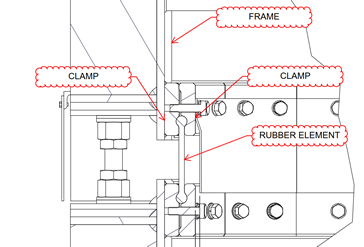
Special clamps are machined to properly mount the rubber belt. In turn these clamps are welded to the frame and provide the sealing point for the dogbone.
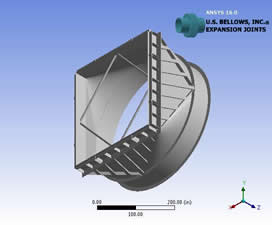
Critical analyses are performed on the associated structures to ensure that there is no risk of collapse due to full vacuum conditions, which frequently occur.
 |
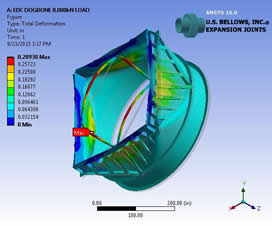 |
| Fig. 4: Turbine Exhaust Structure | Fig. 5: Turbine Exhaust Structure Loading Analysis |
Tied Universal Expansion Joints
The next expansion joint is required at spent steam risers to the condenser frame. This is frequently a Tied Universal metal bellows design. It serves to reduce loads transmitted via differential thermal growth from the expanding ducting. Tied Universal expansion joints are relatively simple, but can be very large and also require some care in design and fabrication.
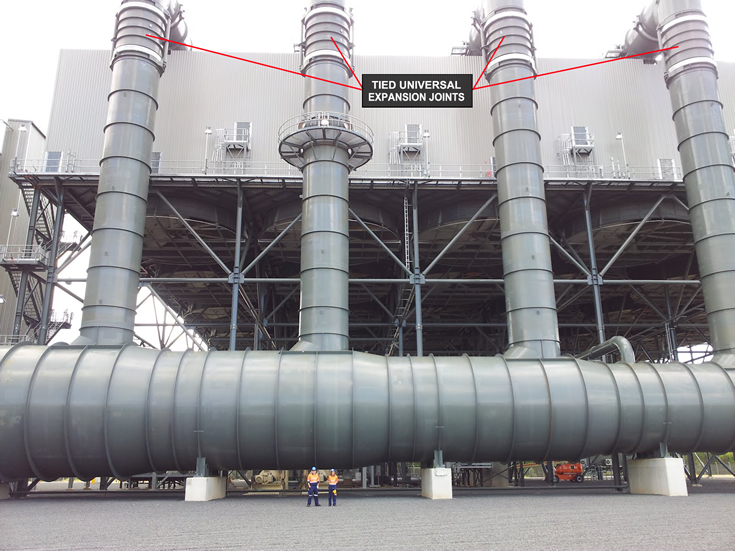
Fig. 6: Exhaust Riser Tied Universal Expansion Joints
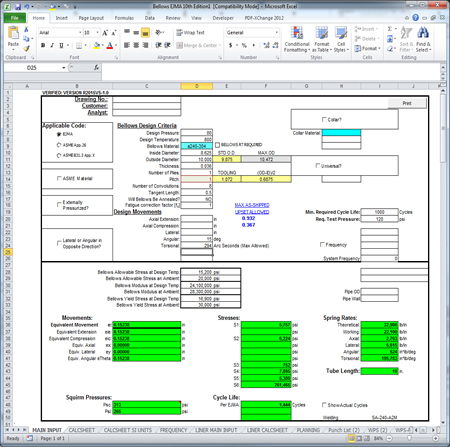
Several types of structural of structural analyses are performed to ensure conformance with design parameters and special construction loading that may occur durring erection.
|
|
 |
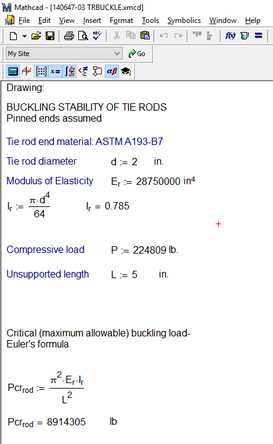 |
| Fig. 7: Bellows Design Calculations | Fig. 8: Tie Rod Calculations |
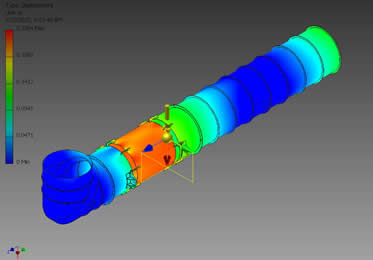
Internal pressure calculation are performed for the bellows elements, shell and the hardware attached to the expansion joint.
 |
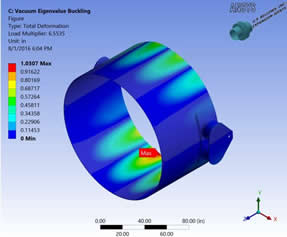 |
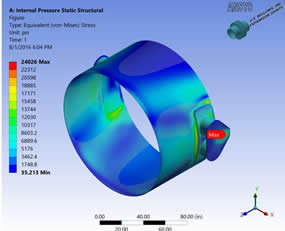
| Fig. 9: Shell / Hardware Interaction Under Load |
Fig. 10: Shell / Hardware Buckling During Vacuum Loading |
Special erection considerations must be studied to ensure that the structure as defined by the customer is suitable to withstand lifting loading during installation.
 |
 |
| Fig. 11: Structural Loading During Installation |
Fig. 12: Actual Structural Loading During Installation |
| VIDEO: Transportation from PT&P’s Manufacturing Facility |
As power plants have grown in generating capacity, so too have
the sizes of the ducting that must service them. The units pictured
below will be welded together in the field to form a tied universal
expansion joint assembly.
 |
|
| Fig. 13: 178″ Dia. Tied Universal Expansion Joints On-Site | |
 |
|
| Fig. 14: On-Site Assembly |
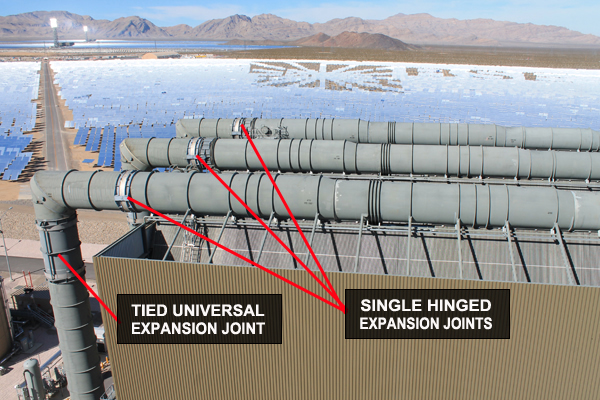
The final expansion joint is required at spent steam lines which run perpendicular to the risers. This is frequently a single hinge or Single Gimbal metal bellows design. It serves to reduce loads created when the tied universal joint causes foreshortening in the duct system. Hinge expansion joints are moderately complex, but when dealing with a very large size require some care in design and fabrication.
 |
|
| Fig. 15: Single Hinged and Tied Universal Expansion Joints Installed at a Solar Power Plant |
The bellows element is analyzed the same way as the tied universal except that the motion is angular instead of lateral. Hardware/shell interaction under loading will be a duplication of those for the tied universal except for the hinge arms and the pins, which are subject to classical design analysis.
 |
|
| Fig. 16: Single Hinged Expansion Joints |
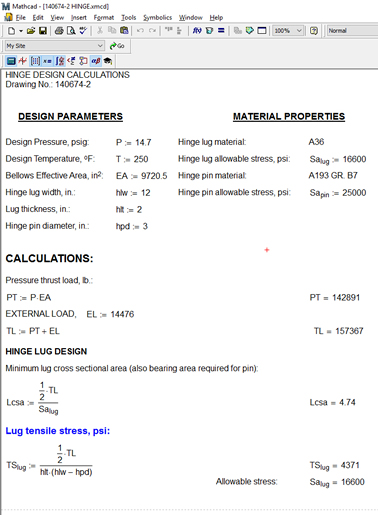 |
| Fig. 17: Classic Hinge Hardware Calculation
|
 |
| Fig. 18: Single Hinge Structure Detail |
 |
| Fig. 19: Single Hinged Expansion Joint Assembly |
 |
| Fig. 20: Single Hinged Expansion Joints |
 |
| Fig. 21: Tied Universal Expansion Joint |