Shipping and Installation of Fabric Expansion Joints
Fabric expansion joints can be shipped in a variety of conditions to allow for the most economical installation. In certain instances, it is practical to ship joints fully assembled ready to drop into place. In other cases where access is limited or joint size exceeds normal shipping constraints, the joint can be broken down into small segments and then assembled in place at the job site. The fabric belt itself may require field splicing which is accomplished with a heat seal iron and splice kit.
U.S. Bellows will provide the appropriate detailed storage, handling, and installation instruction based on how the expansion joint is shipped.
The following section provides an overview of instructions that are available.
FLEXXCEL Installation Instructions
Applicable installation instructions will accompany each expansion joint or fabric belt shipped by U.S. Bellows. These instructions provide clear step by step procedures as outlined on the following pages.
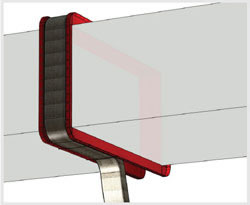
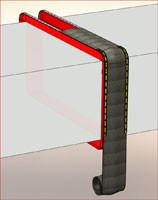
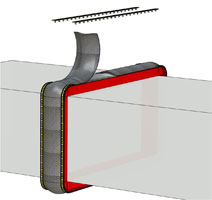
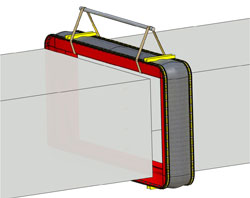
Factory Assembled Fabric Joint Installation Instructions
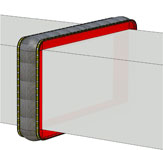
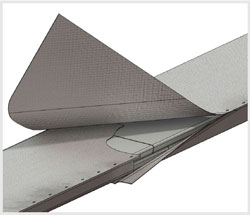
Where conditions allow, fabric expansion joints can be shipped factory assembled, ready to install. The complete joint can be lifted in place with a crane and attached, either by welding or bolting, to ducting or equipment. Read more on factory assembled fabric joint installation instructions.
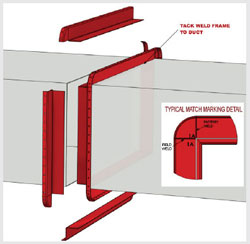
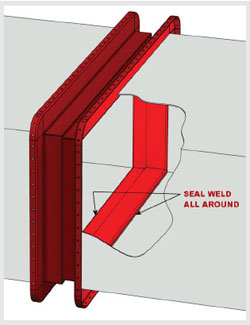
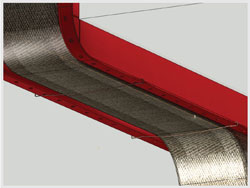
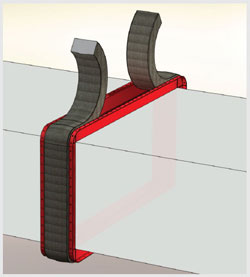
Factory Unassembled Fabric Joint Installation Instructions
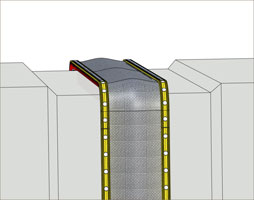
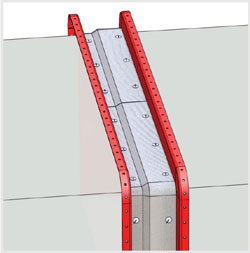
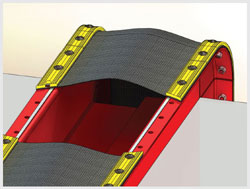
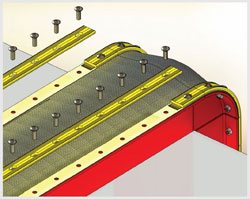
In some instances, it may be preferable to purchase the expansion joint unassembled and complete the assembly of the joint in place on the ducting. In these cases, the frame will typically ship as rails attached to corners for rectangular joints and in c-sections for round joints. The fluoroplastic fabric belt is easy to field drill and splice in place. Read more on factory unassembled fabric joint installation instructions.
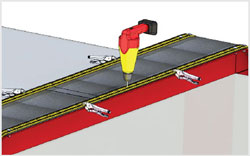
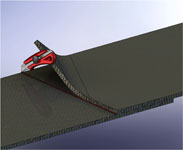
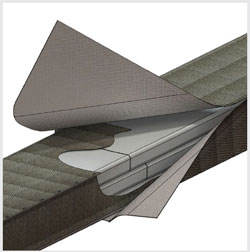
Fluoroplastic Belt Splicing
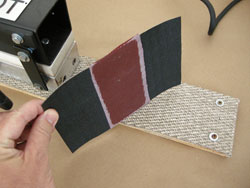
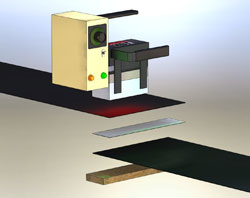
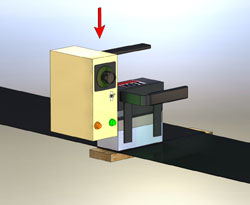
FLEXXCEL Heat Seal Iron
Fluoroplastic fabric gas seal elements often require field splicing during installation and replacement. Cost-effective and easy-to-use heat seal irons are available from U.S. Bellows for purchase or rent. Flexxcel Fluoroplastic fabric gas seal elements are repairable for the life of the material using the heat seal iron.
- Learn about the Flexxcel Heat Seal Iron
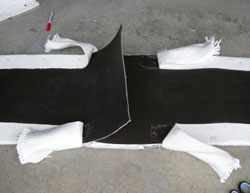
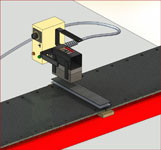
- Single Ply Belt Splice
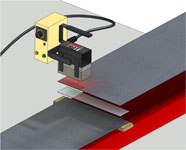
- HT Belt Saddle Splice (High Temperature)
- HT Composite Belt Splice (High Temperature)
- ensureAsplice Test splice
Properly Installed Expansion Joint Inspections
Do not insulate over the fabric expansion joint unless specified by the U.S. Bellows’ drawing (see below for acceptable duct insulation design) In general, the external insulation should allow access to the belt for inspection and replacement. In high-temperature applications, insulation should be…Read more.
Fabric Expansion Joint Receiving and Storage Instructions
It is the purchaser’s or receiver’s responsibility to witness the unloading of the expansion joints and receiving an inspection to see if there is visual damage to the pallet, box or crate (shipping container) in which the expansion joints were shipped. Any such damage is to be noted on the trucker’s acknowledgment of receipt of the shipment. Failure to note visual damage to the shipping container can … Read more.
Read More